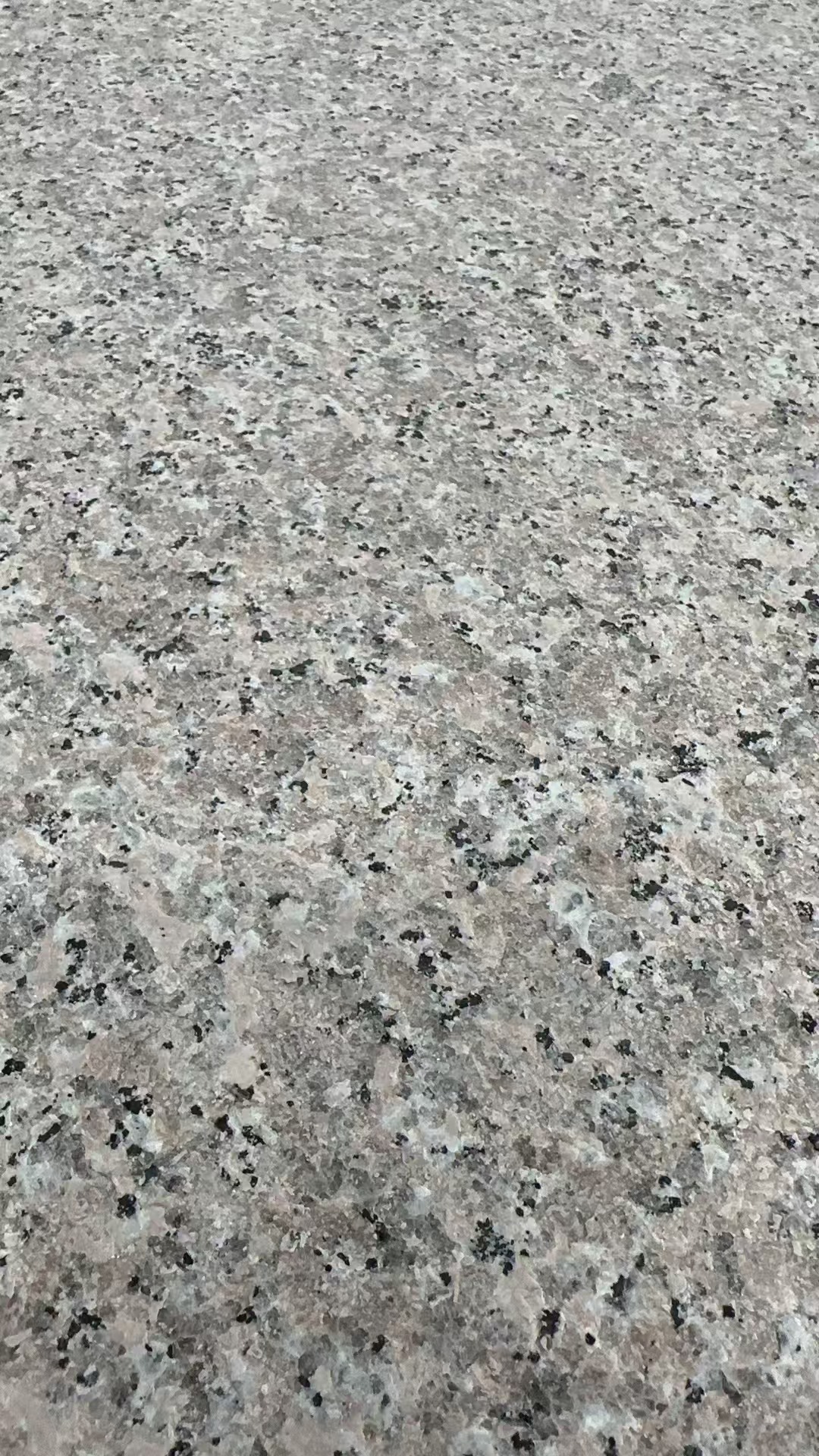
核心工艺原理 荔枝面的本质是通过外力作用破坏石材表面的晶体结构,形成规则的凹凸纹理。工厂加工多采用机械锤击(通过磨头或锤头的旋转、敲击),手工加工则采用凿子或锤子的人工凿击,两者均需控制力度和频率,确保纹理均匀。 工厂规模化加工工艺 工厂加工是荔枝面的主要生产方式,具有效率高、纹理均匀、适合大面积应用的特点,核心流程如下: 1. 原料选择与预处理 原料要求:需选择质地坚硬、结构致密的花岗岩(如芝麻白、芝麻灰、克什米尔金等),避免使用疏松或裂纹多的石材(易在加工中开裂)。 预处理:将花岗岩荒料切割成所需尺寸的板材(通常采用圆盘锯、桥切机等设备),并进行补胶处理(填补石材表面的微小裂纹,防止加工中开裂)。 2. 机械加工(核心步骤)工厂主要采用全自动荔枝面机(或称为“多锤头研磨机”)进行加工,其原理是通过高速旋转的磨头(形如荔枝皮)反复敲击石材表面,形成均匀的凸起颗粒。具体流程如下: 上板:通过行吊或自动翻板机将板材送至加工设备。 设置工艺参数:根据石材的硬度(如莫氏硬度5-7的花岗岩)调整传送辊筒速度(控制板材输送速度)、磨头运行速度(控制敲击频率)、磨头类型(选择适合石材硬度的锤头,如硬质合金或金刚石磨头)。 试加工与批量生产:先试加工1-2块板材,检验表面凹凸深浅(通常颗粒高度为1-3mm)和平整度(误差≤1mm),合格后启动批量加工。 加水降尘:加工过程中需持续加水,降低粉尘污染,同时减少锤头与石材的摩擦损耗。 3. 表面处理与检验 板面处理:加工后,部分板材可能出现崩面(局部石材脱落),需用同品种、同颜色的碎颗粒(如花岗岩粉末+502胶)进行胶补,确保表面平整。 检验:对加工后的板材进行外观检验(纹理均匀度、颗粒大小)和尺寸检验(厚度、长度),合格后入库待运输。 4. 替代工艺:喷砂机加工对于…